How can we help you?
Common Drilling Terms
Axis
The imaginary straight line which forms the lengthwise center of a drill
Body
The section of a drill from the shank to the outer edges of the cutting lips
Body Clearance Diameter
The potion of the land that has been cut away so it will not bind against the walls of the hole
Chip Removal
The ability of a drill to pull material that has been cut away from the point, up the flutes and out of the hole
Chisel Edge
The edge at the end of the web that connects the cutting lips
Cobalt Steel
The heat-resistant steel that produces increased drill fire
Drill Diameter
The diameter over the margins of a drill, measured at the point. (Dia.)
Feeds
Feed rates for drilling are determined by the drill diameter, machinability of materials and depth of the desired hole. Small drills, harder and deeper holes require additional considerations in selecting proper feed rates.
Flute
Groove cut in the body of drills to provide cutting surfaces, permit removal of chips and allow cutting fluid to reach cutting surfaces
Flue Length
The distance from the outer edges of the cutting lips to the extreme back of the flutes
Helix Angle
The angel formed between the leading edge of the land and the axis of a drill
High Speed Steel
The high quality steel used in drills for most maintenance and industrial applications
IPM
Feed rate in Inches Per Minute = IPR X RPM
IPR
Inches Per Revolution (Feed)
Land
The outer portion of the body between two adjacent flutes
Land Width
The distance between the leading edge and heel of the land, measured at a right angle to the leading edge
Lip Relief Angle
The relief angle the outer corner of the lip
Lip
The cutting edge of a two-flute drill which extends from the chisel edge to the outer edge
Margin
The narrow raised surface on a drill body along the flute that stabilizes the drill in the hole
Neck
The section of reduced diameter between the body and the shank of a drill
Overall Length
The length from the end of the shank to the outer corners of the cutting lip
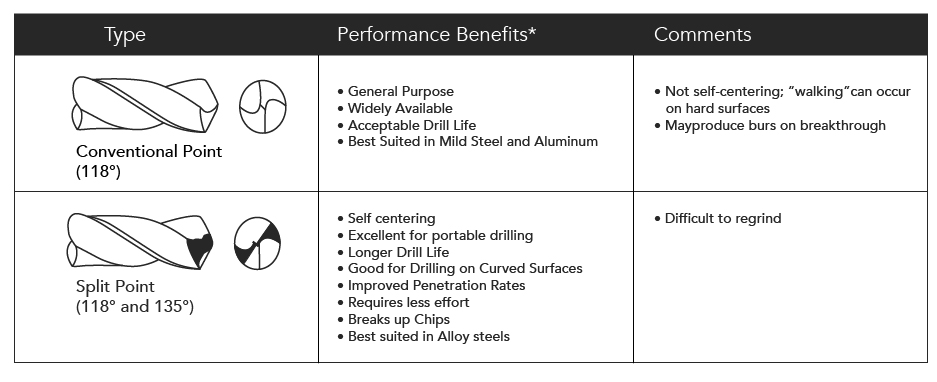
Point
The cone-shaped cutting end of a drill, made from the ends of the lands and the web
Point Angle
The angle of the cutting surfaces on a drill point, commonly 118° or 135°
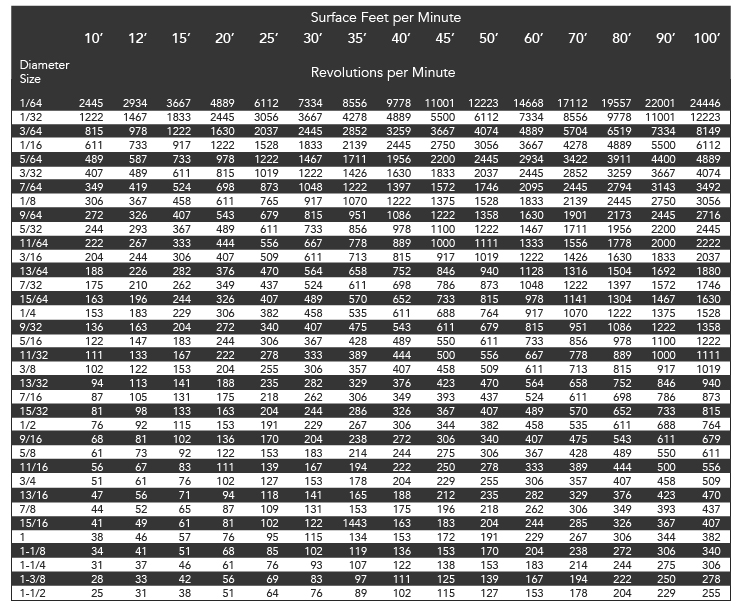
RPM
Revolutions Per Minute = SFM / Dia. x 3.82
SFM
Surfaces Feet Per Minute = RPM x Dia. x .26
Shank
The part of s drill by which it is held and driven
Size
Measurement reference for diameter size of a drill, expressed as either fractional, wire, letter or metric
Speed
The speed of a drill is determined by the rate which the outer edge of the tool rotates in relation to the material being cut. In general, the SFM is within a range based upon the workpiece material, its condition, hardness and depth of hole. The deeper the hole, the greater tendency for more heat to be generated. Speed reduction is often recommended to minimize the amount of heat. It is usually best to start drilling at a slower speed and then increase.
Split Point
A special point configuration the eliminates “walking” so holes stay on center
Web
The central portion of the body that joins the lands. The extreme end of the web forms the chisel edge of a two-flute drill
Web Thickness
The thickness of the web a the point, unless otherwise specified
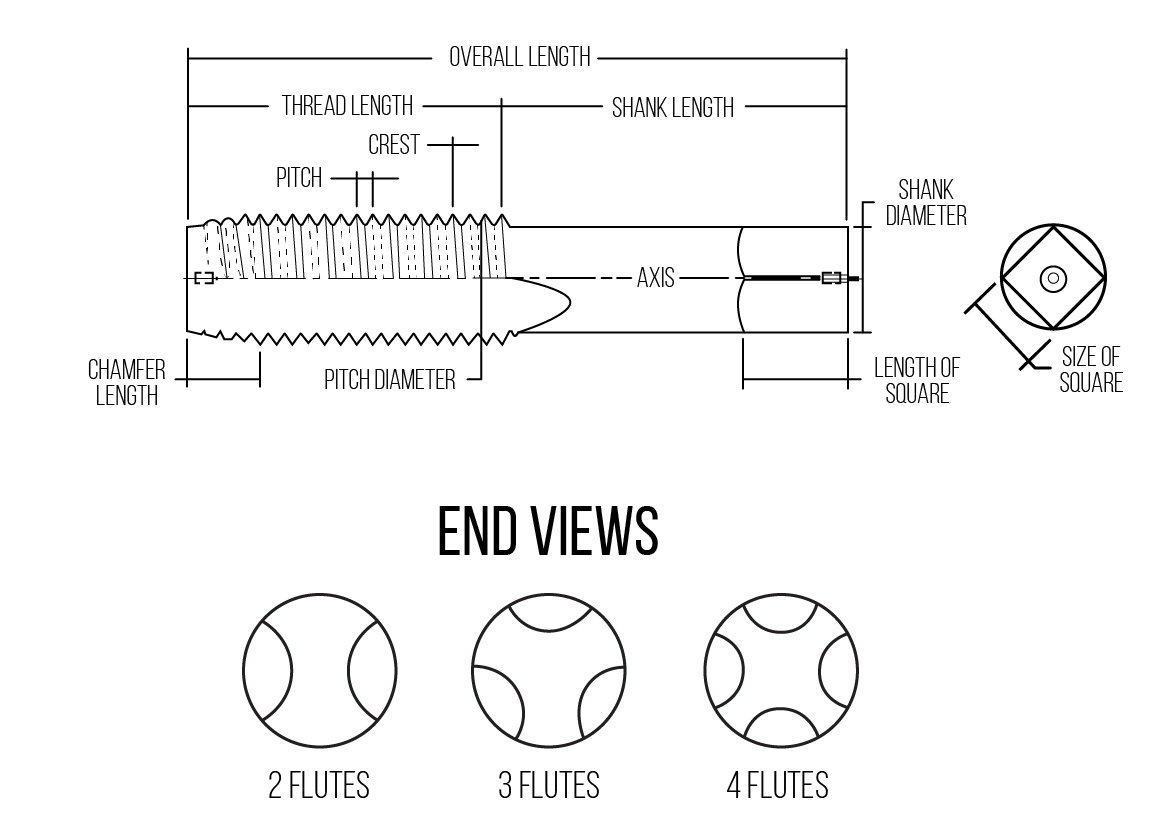
Common Tapping Terms
Pitch
The distance from any point on a screw or tap thread to a corresponding point on the next thread, measured parallel to the axis. The pitch equals one divided by the number of threads per inch
Pitch Diameter
• On a straight thread, the diameter of any imaginary coaxial cylinder, the surface of which would pass through the thread profile at such points as to make equal the width of the threads and the width of the spaces cut by the surface of the cylinder
• On a taper thread, the diameter at a given distance from a reference plane perpendicular to the axis of an imaginary co-axial cone, the surface of which would pass through the thread profile at such points as to make equal the width of the threads and the width of the spaces cut by the surface of the cone
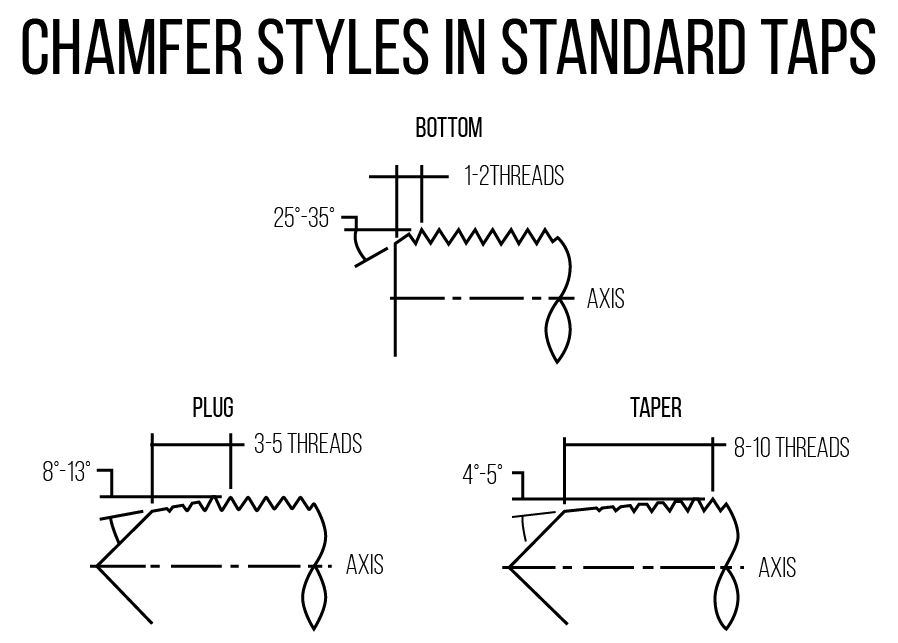
Plug Chamfer
The most common chamfer (3-5 threads long), for hand or machine tapping in through or blind holes
Rake
Any deviation of a straight cutting face of the tooth from a radial line.
Positive Rake means that the crest of the cutting face is angularly advanced ahead of the balance of the face of the tooth.
Negative Rake means that the same point is angularly behind the balance of
the cutting face of the tooth.
Zero Rake means that the cutting face is directly on the center line
Spiral Point (Chip Driver)
A supplementary angular fluting cut in the cutting face of the land at the chamfer end. It is slightly longer than the chamfer on the tap, and of the opposite hand to that of rotation
Taper Chamfer
A long chamfer (8-10 threads long) for easier starting and engagement in the work piece. More working teeth means that less tapping torque is required, and the chip load is reduced on each tooth
Threads Per Inch
The number of threads in one inch of length
Angle of Thread
The angle included between the flanks of the thread measured in an axial plane
Back Taper
A slight axial relief on the thread of the tap which makes the pitch diameter of the thread near the shank somewhat smaller than that of the chamfered end
Bottoming Chamfer
The shortest chamfer (1-2 threads long) for threading close to the bottom of blind holes
Chamfer
The tapering of the threads at the front end of each land of a tap, by cutting away and relieving the crest of the first few teeth, to distribute the cutting action over several teeth
Chamfer Relief
The gradual decrease in land height from cutting edge to heel on the chamfered portion, to provide clearance for the cutting action as the tap advances
Chordal Hook Angle
The angle between the chord passing through the root and crest of a thread form at the cutting face, and a radial line through the crest at the cutting edge
Crest
The top surface joining the two flanks of a thread. The crest of an external thread is at its major diameter, while the crest of an internal thread is at its minor diameter
Cutting Face
The leading side of the land in the direction of rotation for cutting on which the chip impinges
Flutes
The longitudinal channels formed in a tap to create cutting edges on the thread profile, and to provide chip spaces and cutting fluid passages
Height of Thread
The distance between the crest and the base of a thread measured normal to the axis
Lead
The distance a screw thread advances axially in one complete turn. On a single lead screw or tap, the lead and pitch are identical. On a double-lead screw or tap, the lead is twice the pitch, etc.